При индивидуальном методе ремонта головки цилиндров, клапанного механизма и привода распределительных валов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 пригодные для дальнейшей работы детали должны быть установлены на свои прежние места. Большинство деталей при их снятии с двигателя необходимо обязательно маркировать, чтобы в дальнейшем избежать ошибок при сборке.
Головка цилиндров, клапанный механизм и привод распределительных валов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушение перемычек между гнездами не допускается (1). В этих случаях головку блока цилиндров надо браковать. Износ или срыв резьбы более двух ниток необходимо ремонтировать нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера, или установкой резьбовых спиральных вставок.
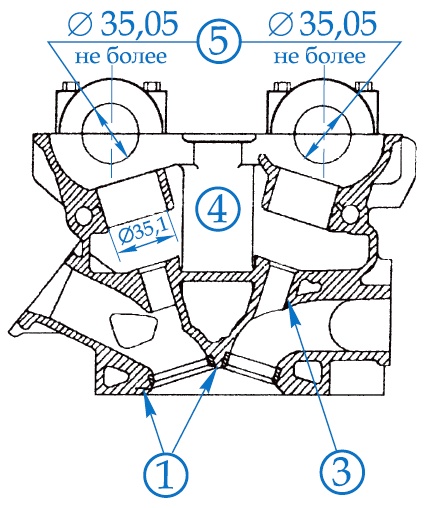
Ослабление посадки втулки клапанов в головке цилиндров двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 можно ремонтировать установкой втулки клапанов одного из ремонтных размеров (3). Первый ремонтный размер — 14+0,078/+0,060 мм, второй — 14,2+0,058/+0,040 мм, третий — 14,2+0,078/+0,060 мм.
При износе диаметра отверстия в головке блока цилиндров под гидротолкатель более 35,1 мм (4), головку блока цилиндров надо браковать. При диаметров опор головки цилиндров под шейки распределительных валов более 35,05 мм (5), надо браковать головку цилиндров и крышки распределительных валов.
Клапана и привод клапанов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
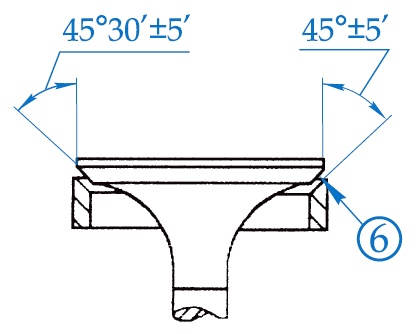
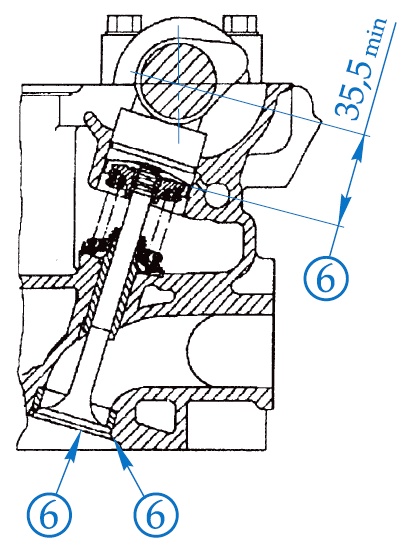
Коробление тарелки клапана и прогорание клапана и седла (6) можно ремонтировать следующим образом.
1. Седло прошлифовать.
2. Клапан заменить на новый.
3. Проверить размер 35,5 min калибром от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла. При невыполнении данного условия — головку блока цилиндров необходимо браковать.
При диаметре стержня клапана менее 7,95 мм (7) его можно ремонтировать следующим образом.
1. Хромировать стержень клапана до диаметра 8,1 мм.
2. Шлифовать стержень клапана в номинальный размер 8-0,02 мм.
Разница между диаметром втулки запрессованной в головку цилиндров : не более 8,1 мм для впускного клапана и не более 8,1 мм для выпускного клапана, и диаметром стержня клапана, должна быть не более 0,2 мм. В противном случае надо производить ремонт.
1. Клапан и втулку заменить новыми.
2. Фаски седел прошлифовать, центрируя по отверстию во втулке, выдерживая указанные размеры и обеспечивая концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм.
3. Уменьшить ширину седел клапанов : у седла впускного клапана : 2+-0,4 мм, у седла выпускного клапана : 2+-0,3 мм.

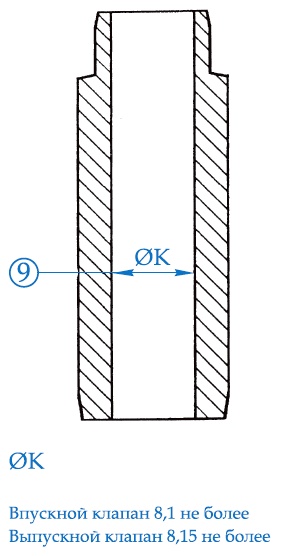
При диаметре отверстий направляющих втулок (9) : впускного клапана более 8,1 мм и выпускного клапана более 8,15 мм, их можно ремонтировать следующим образом.
1. Выпрессовать направляющие втулки.
2. Запрессовать новые ремонтные втулки в головку цилиндров.
3. Развернуть отверстия втулок : под впускной клапан — до 8+0,040/+0,022 мм, под выпускной клапан — до 8+0,047/+0,029 мм.
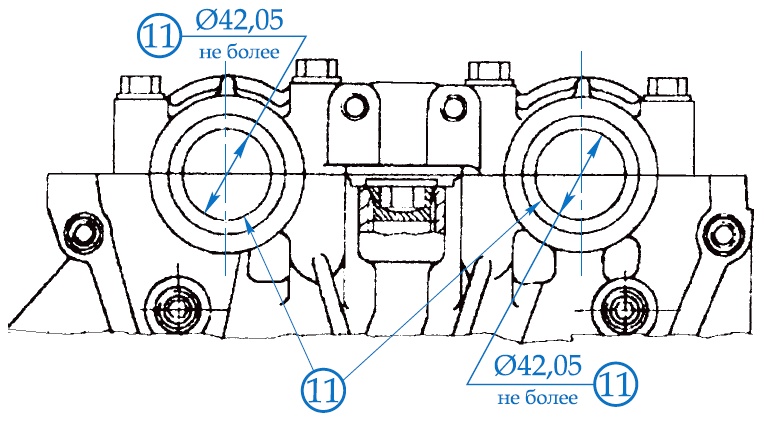
При износе диаметра гидротолкателя привода клапанов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 до размера менее 34,95 мм (10), его надо браковать. При диаметре опор головки цилиндров под переднюю шейку распределительных валов более 42,05 мм (11), необходимо браковать головку цилиндров и переднюю крышку распределительных валов.

Распределительные валы двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Наличие трещин (13) любого характера и расположения, задиры и глубокие раковины (14) на поверхности опорных шеек и кулачков распределительных валов двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 не допускается.
Радиальное биение средней опорной шейки распределительных валов должно быть не более 0,04 мм (13). В противном случае надо шлифовать средние опорные шейки до устранения дефекта, не выходя из поля допуска на размер опорных шеек распределительных валов : 35-0,050/-0,075 мм.
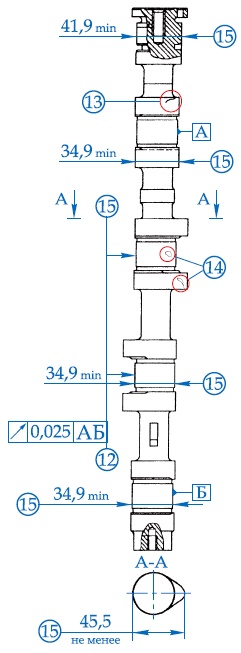
При износе диаметра (15) первой опорной шейки распределительных валов до размера менее 41,9 мм, диаметров опорных шеек до размера менее 34,9 мм, высоты кулачков менее 45,5 мм для двигателей ЗМЗ-4062, ЗМЗ-405, ЗМЗ-409 Евро-2 и ЗМЗ-409 Евро-3, и менее 44,5 мм для двигателей ЗМЗ-4061, ЗМЗ-4063 и ЗМЗ-405 Евро-3, их можно ремонтировать следующим образом.
1. Шлифовать изношенные шейки и кулачки распредвалов на 0,5 — 1,0 мм ниже номинального размера.
2. Произвести газоплазменное напыление вышеуказанных поверхностей распредвалов.
3. Шлифовать шейки и кулачки распредвалов в номинальный размер.