Перед ремонтом головки блока цилиндров двигателя ЗМЗ-40906 необходимо сначала определить ее ремонтопригодность. Головка блока цилиндров ЗМЗ-40906 является не ремонтопригодной в следующих случаях.
– Наличие пробоин, прогара и трещин на стенках камеры сгорания и разрушения перемычек между гнездами.
– Износы отверстий под шейки распределительных валов более максимально допустимого значения.
– Износы отверстий под гидротолкатели и гидронатяжитель свыше максимально допустимого значения.
Ремонт головки блока цилиндров двигателя ЗМЗ-40906, ремонт клапанного механизма и распределительных валов ЗМЗ-40906.
Для замера диаметра опор распределительных валов в головке блока цилиндров двигателя ЗМЗ-40906 крышки опор, с целью их центрирования, закрепить с помощью оправки, в качестве которой допускается использовать новые гидротолкатели. При неплоскостности поверхности сопряжения головки блока цилиндров с блоком цилиндров (измеряется на контрольной плите с помощью щупа) более допустимой величины обработать поверхность до устранения дефекта, но до размера высоты головки не менее 142,7 мм.
Минимальная высота головки блока цилиндров двигателя ЗМЗ-40906.

Ремонт, проверка герметичности, притирка, обработка рабочей фаски клапанов двигателя ЗМЗ-40906.
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки блока цилиндров двигателя ЗМЗ-40906. Протекание керосина из-под тарелок клапанов свидетельствует об их негерметичности. «Рассухарить» клапаны с помощью специального приспособления и уложить в порядке, соответствующем расположению клапанов в головке, для последующей установки на прежние места.

Удалить нагар со снятых клапанов, который мешает полному наполнению цилиндров горючей смесью. Притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед началом притирки следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана одной притиркой невозможно и следует сначала прошлифовать седло, а поврежденный клапан заменить новым.
Клапаны с деформированными стержнями, значительной выработкой на торце или трещинах на тарелке также подлежат замене. Если зазор между клапаном и втулкой превышает 0,20 мм, то герметичность также не может быть восстановлена. В этом случае клапан или втулку, в зависимости от износа, следует заменить новыми. При негерметичности клапана из-за дефектов рабочей фаски клапана (износ, риски, раковины) обработать рабочую фаску клапана по размерам указанным на рисунке ниже.
Обработка фасок впускных и выпускных клапанов двигателя ЗМЗ-40906, допустимые размеры.
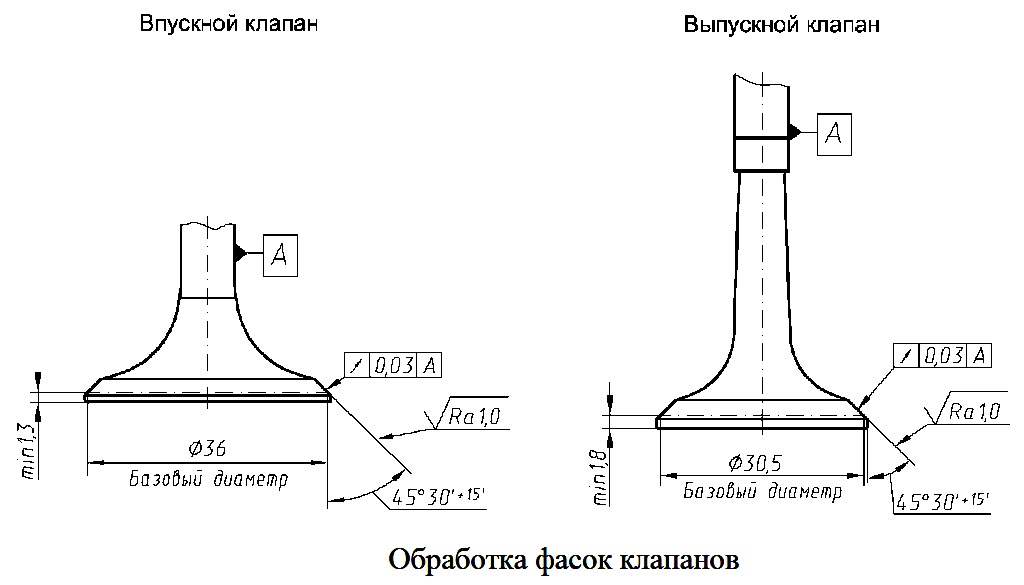
При этом расстояние от плоскости контрольного диаметра до плоскости тарелки не должно быть менее 1,3 мм для впускного клапана и 1,8 мм для выпускного. Если увеличенный зазор между направляющей втулкой и клапаном не может быть восстановлен заменой клапана, втулку клапана следует заменить.
Замена направляющих втулок клапанов двигателя ЗМЗ-40906.
Перед выпрессовыванием направляющих втулок необходимо определить ремонтопригодность головки блока цилиндров двигателя ЗМЗ-40906. Головка блока цилиндров является ремонтопригодной, если после перешлифовки седла расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие невыполнимо – головка блока цилиндров двигателя ЗМЗ-40906 ремонту не подлежит. При расстоянии менее 35,5 мм не будет обеспечена посадка клапана на седло в результате предельного сжатия гидротолкателя.
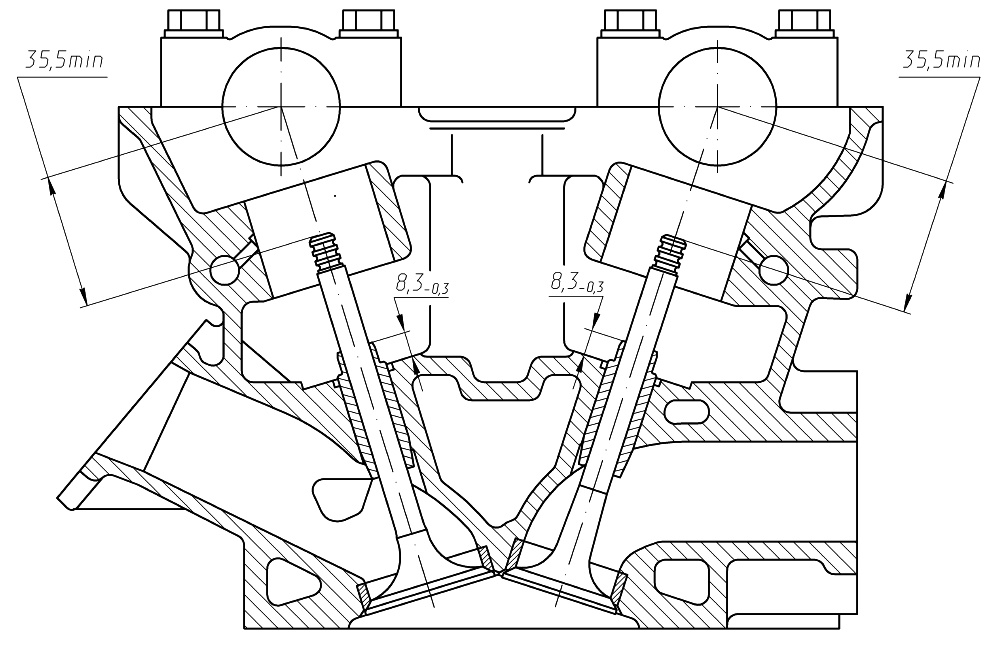
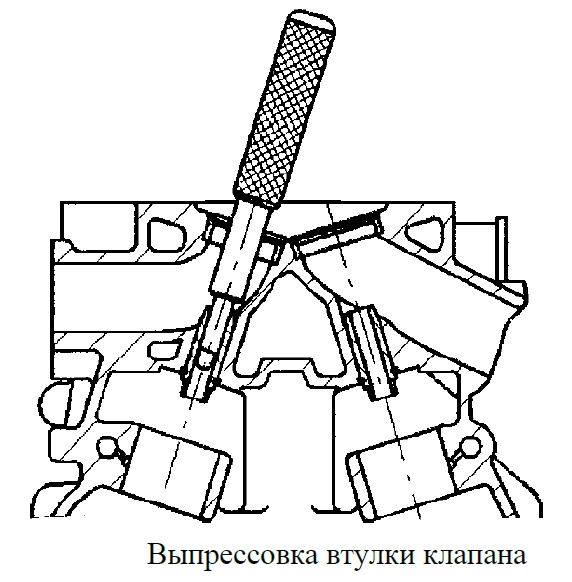
Выпрессовывание направляющей втулки производится с помощью оправки. Перед установкой направляющую втулку клапана охладить в двуокиси углерода (сухом льду) до температуры минус 40–45 градусов. А головку блока цилиндров двигателя ЗМЗ-40906 нагреть до температуры плюс 160-170 градусов. Втулки при сборке должны вставляться в гнезда головки свободно или с легким усилием до размера выступания верхнего торца втулки над телом головки 8-8,3 мм.
После установки направляющей втулки развернуть отверстие втулки под клапан и прошлифовать фаску седла, центрируя инструмент по отверстию во втулке. Обработать вспомогательные фаски под углом 20, 15, и рабочую фаску под углом 45 с учетом размера базового диаметра 36 мм или 30,5 мм и ширины фаски согласно размерам указанным на рисунке ниже.
Обработка седел новых впускных и выпускных клапанов двигателя ЗМЗ-40906.
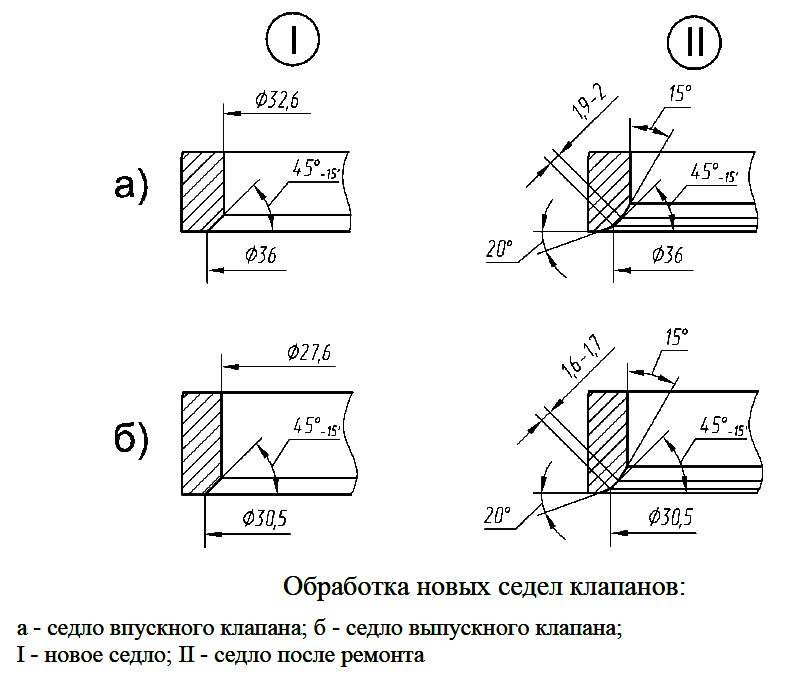
При обработке седла обеспечить концентричность фаски на седле клапана с отверстием во втулке в пределах 0,025 мм общих показаний индикатора, биение рабочей фаски седла относительно отверстия втулки 0,05 мм. По окончании обработки седел и притирки клапанов все газовые каналы тщательно очистить и продуть сжатым воздухом, чтобы не осталось абразивной пыли. Стержни клапанов перед сборкой смазать маслом, применяемым для двигателя.
Сборка клапанного механизма двигателя ЗМЗ-40906.
Напрессовать на направляющие втулки клапанов новые маслоотражательные колпачки с помощью оправки, вставить клапаны во втулки согласно их расположению до снятия и собрать их с пружинами с помощью приспособления. Убедиться, что сухари вошли в кольцевые канавки клапанов. Рекомендуется маслоотражательные колпачки при ремонте головки блока цилиндров двигателя ЗМЗ-40906 всегда заменять новыми. С течением времени резина маслоотражательных колпачков теряет эластичность, появляются трещины и расслоения, что способствует проникновению масла в камеру сгорания и повышенному угару масла.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, ремонтируются нарезанием резьбы увеличенного ремонтного размера. Постановкой резьбовых ввертышей с последующим нарезанием в них резьбы нормального размера или установкой резьбовых спиральных вставок, последний способ ремонта наиболее эффективный и малотрудоемкий. При срыве резьбы под свечи зажигания более одной нитки поставить резьбовые пружинные вставки ВР141,2515 ТУ 10.16.0001.150-89.
Замерить объем камер сгорания головки блока цилиндров двигателя ЗМЗ-40906 при установленных клапанах и свечах зажигания. Объем камер сгорания должен составлять 55-57,5 см3, При этом разница объемов в одной головке должна быть не более 1,5 см3. Для приведения объема камер допускается срезать необходимый объем вытеснителей – приливов, находящихся по бокам камеры сгорания между впускными и выпускными клапанами.
Проверка усилия клапанных пружин двигателя ЗМЗ-40906, номинальные значения усилия клапанных пружин в двигателе ЗМЗ-40906.
При ремонте необходимо проверить упругость клапанных пружин, так как при длительной работе их упругость падает, и нарушается кинематическая связь отдельных звеньев газораспределительного механизма. Это приведет к снижению мощности, перерасходу топлива, перебоям в работе двигателя и стукам клапанов. Уменьшение контрольных нагрузок клапанных пружин не должно превышать 10 % от номинальных величин.
Номинальное усилие новой клапанной пружины (одинарная пружина) на двигателе ЗМЗ-40906.
— При сжатии клапанной пружины до длины 34,7 мм усилие должно быть 251,3+-18,8 Н (25,6+-1,9 кгс).
— При сжатии клапанной пружины до длины 25,7 мм усилие должно быть 490+-31,8 Н (50+-3,3 кгс).
Клапанные пружины, имеющие наработку более 200 000 километров пробега подлежат замене, независимо от результатов контроля.
Проверка и дефектовка распределительных валов двигателя ЗМЗ-40906.
При наличии трещин любого характера распределительные валы подлежат выбраковке. Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков.
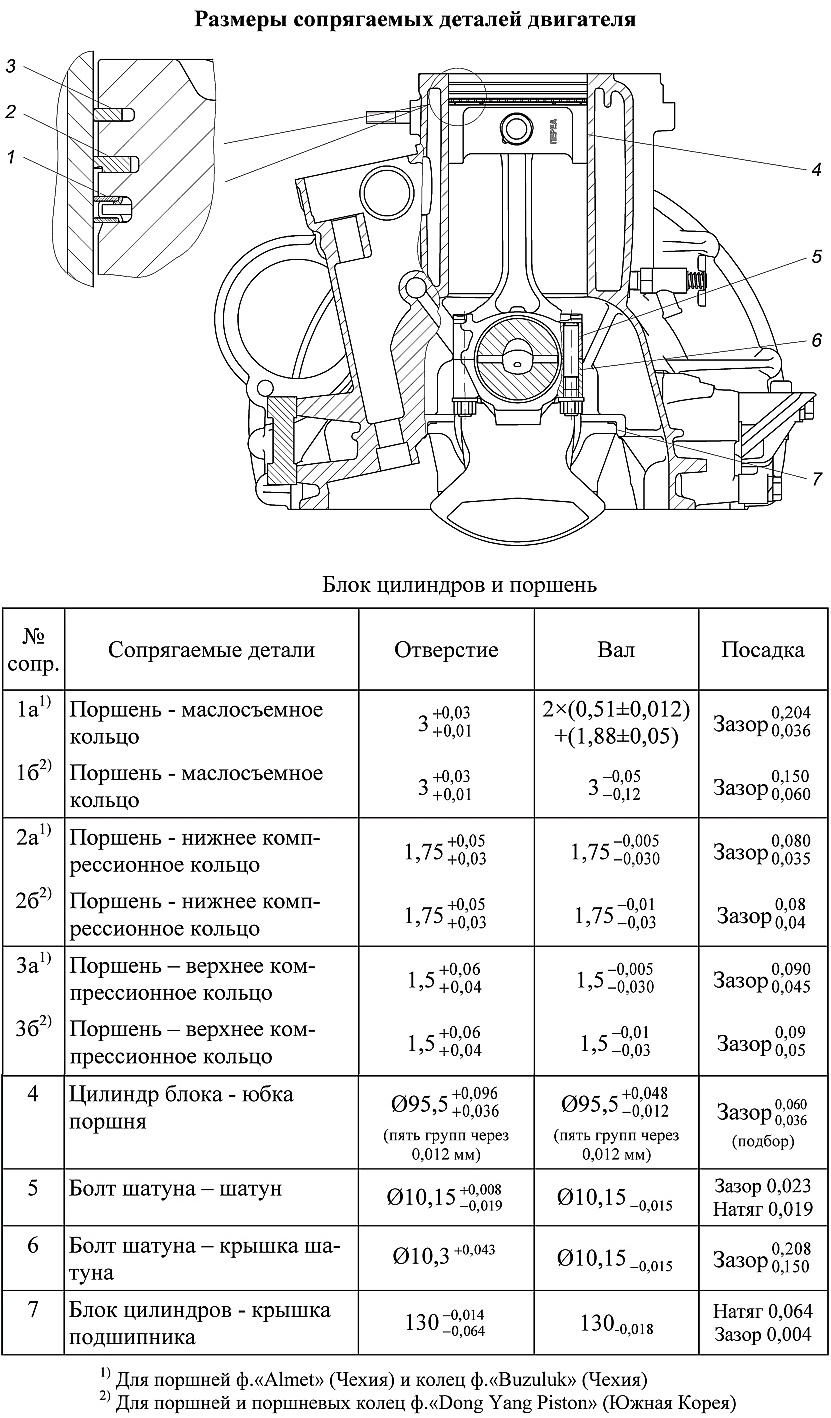
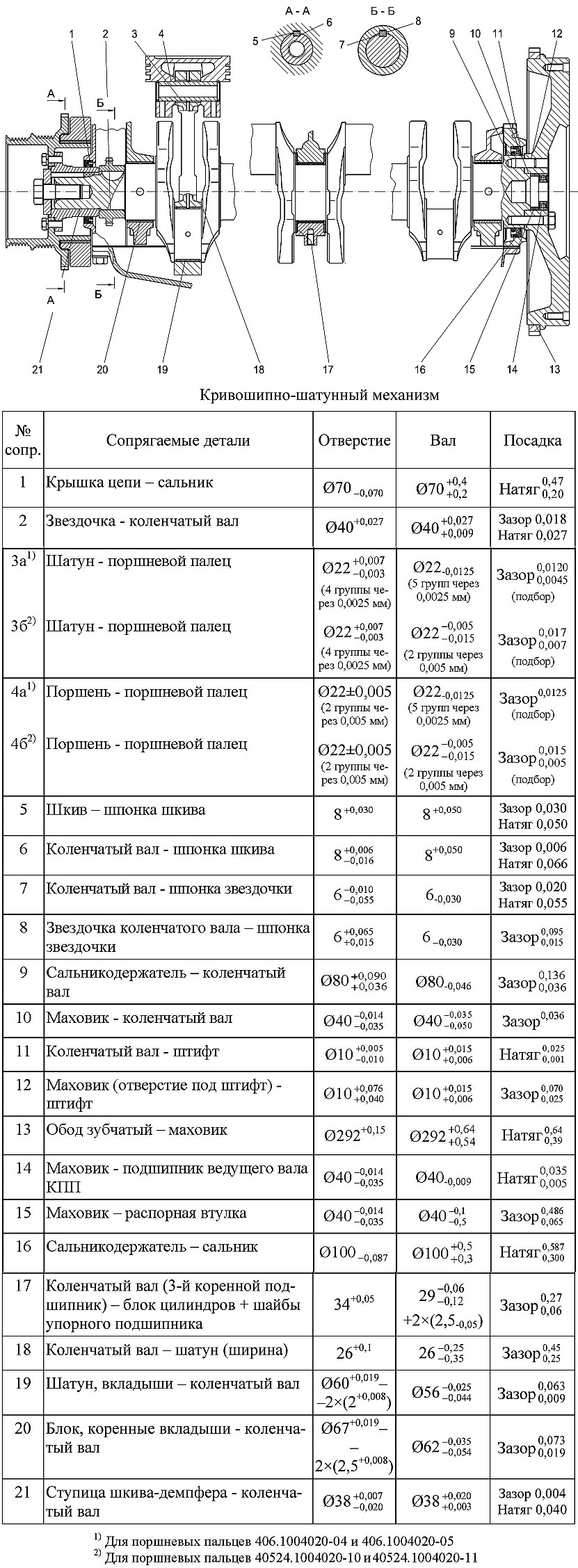
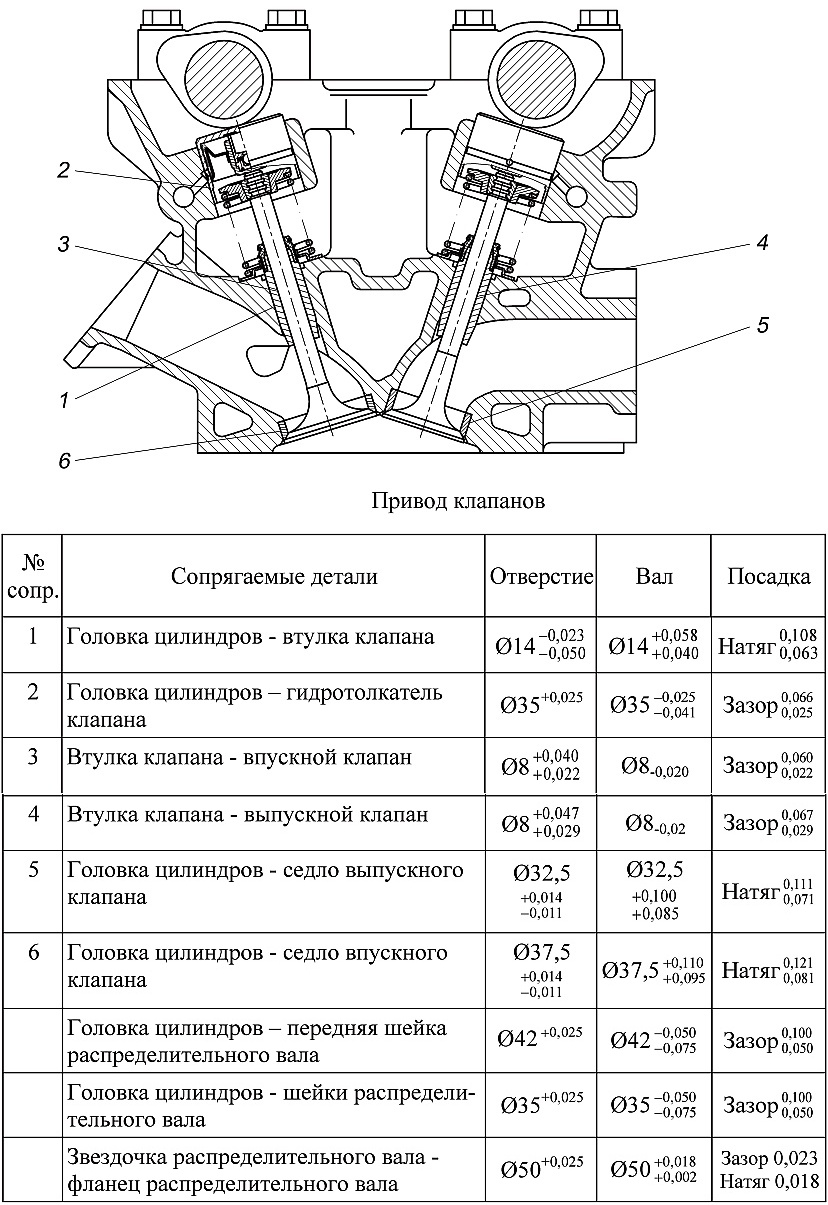
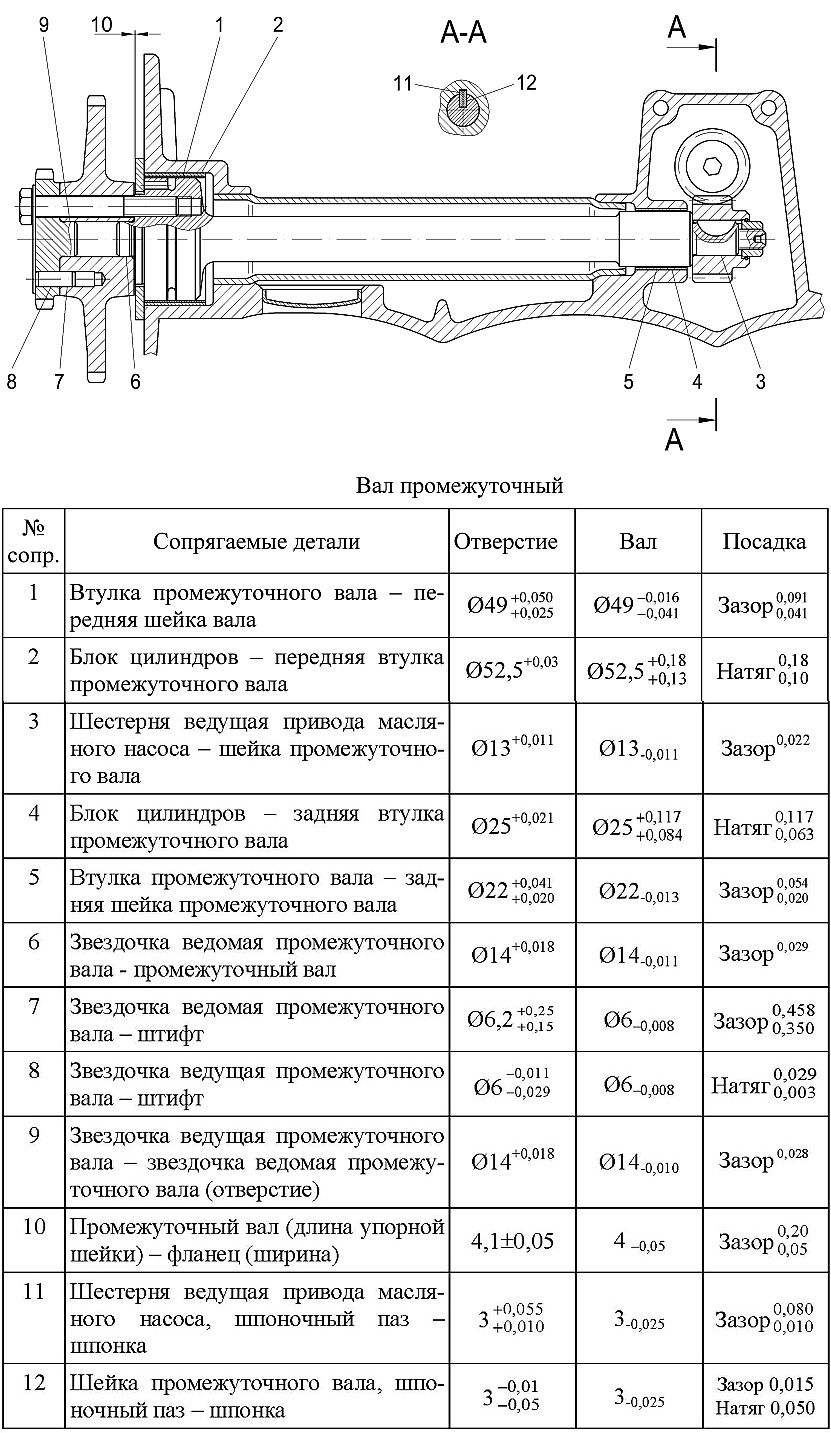
Контролируемые параметры при ремонте головки блока цилиндров двигателя ЗМЗ-40906, клапанного механизма и распределительных валов ЗМЗ-40906.

Размеры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и промежуточного вала двигателя ЗМЗ-40906.
При подсборке головки блока цилиндров двигателя ЗМЗ-40906 необходимо очистить камеры сгорания и газовые каналы головки блока цилиндров от нагара и отложений, протереть и продуть сжатым воздухом.