Коленчатый вал 24-1005011-20 предназначен для установки на четырехцилиндровые бензиновые двигатели ЗМЗ-402.10, 4021.10, 4025.10, 4026.10, ЗМЗ-4104.10 и их модификации. Вал отлит из высокопрочного чугуна ВЧ50, который имеет высокие механические свойства, прочность при растяжении и пластичность.
По механическим свойствам чугун ВЧ50 приближается к сталям, сохраняя при этом хорошие литейные свойства, способность легко обрабатываться и гасить вибрации, обеспечивать высокую износостойкость.
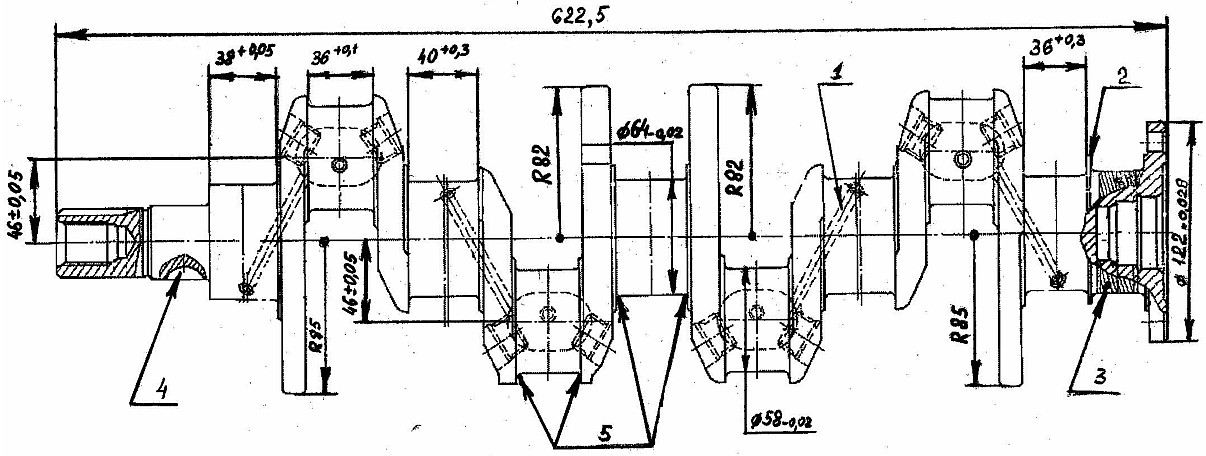
Коленчатый вал 24-1005011-20, основные характеристики.
— радиус кривошипа : 46+-0,05 мм
— радиус противовесов :
два крайних : 85 мм
два средних : 82 мм
— диаметр коренных шеек : 64-0,02 мм
— диаметр шатунных шеек : 58-0,02 мм
— диаметр фланца коленвала : 122-0,028 мм
— длина коленчатого вала : 622,5 мм
— ширина шатунных шеек : 36+0,1 мм
— ширина коренных шеек :
первой : 38+0,05 мм
второй, третьей и четвертой : 40+0,3 мм
пятой : 36+0,3 мм
Чертеж коленвала 24-1005011-20 для двигателей семейства ЗМЗ-402, ЗМЗ-410 и их модификаций.
Коленчатые валы 24-1005011-20 производства ОАО ЗМЗ имеют следующую маркировку :
— На фланце штамп ОТК химическим методом и товарный знак ЗМЗ ударным способом.
— На щеке слева конструкторский номер детали в литье.
— На противовесе номер 24 в литье и штамп ОТК.
— На хвостовике штампы ОТК.
Конструктивные и технологические особенности коленчатого вала 24-1005011-20.
Коленчатый вал 24-1005011-20 имеет полноопорную конструкцию, с четырьмя противовесами, что снижает действие центробежных сил и изгибающих моментов на подшипники. В шатунных шейках имеются литейные бочкообразные пустоты, это уменьшает действие центробежных сил от шатунных шеек и повышает запас прочности вала.
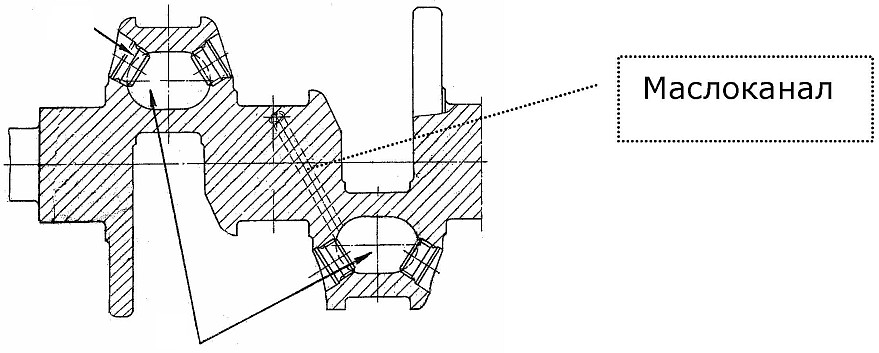
Сверление маслоканалов выполнено в зоне наименьших касательных напряжений, грязь из масла, подаваемого к шейкам для смазки, отводится в бочкообразные пустоты. Защитные фаски маслоканалов полируются, на них отсутствуют острые кромки работающие как концентраторы напряжений.
Коленчатый вал 24-1005011-20 подвергается статической и динамической балансировке отдельно и в сборе с маховиком и сцеплением. Допустимый дисбаланс не более 35 гсм. За счет этого уменьшается вибрация двигателя, износ подшипников, увеличивается ресурс.
Обработка рабочих поверхностей вала производится от обработанных с высокой точностью базовых поверхностей, что обеспечивает высокую точность расположения и формы шеек, геометрии, а также чистоту обработки трущихся поверхностей.
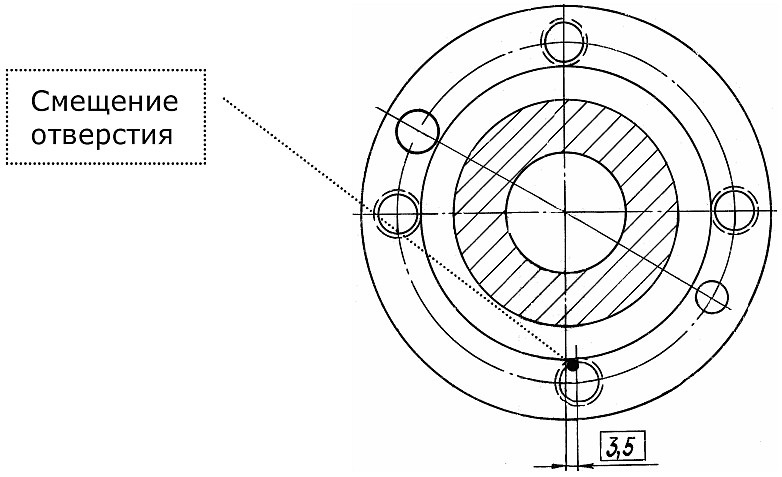
Для получения требуемой шероховатости коренных и шатунных шеек предусмотрена операция ленточного полирования, которая выполняется после операции шлифовки. Сопряжения щек выполнены с плавными переходами. Отверстия для крепления маховика во фланце несимметричны, что обеспечивается постоянное положение маховика.